Rifiuti pericolosi e rifiuti ospedalieri a rischio infettivo
Termodissoluzione molecolare dei rifiuti pericolosi e rifiuti sanitari pericolosi a rischio infettivo batterico e viraleRIFIUTI A RISCHIO INFETTIVO BATTERICO E VIRALE
I rifiuti a rischio infettivo, sono quei rifiuti che presentano un rischio biologico nonché gli oggetti e i materiali da eliminare venuti a contatto con sangue o materiale biologico infetto o presunto tale. Questi rifiuti sanitari sono individuati dalle voci 180103* del Catalogo Europeo dei Rifiuti. La raccolta dei rifiuti pericolosi a rischio infettivo avviene all’interno di ciascuna Unità Operativa dove devono essere predisposti gli appositi contenitori, i quali vanno collocati in posizione idonea, facilmente accessibili, nelle immediate vicinanze del luogo di effettiva produzione dei rifiuti. Tutti i contenitori, di qualunque forma o tipo atti a contenere i rifiuti a rischio infettivo solidi e liquidi, devono essere facilmente identificabili mediante un codice colorato e la scritta “ rifiuti pericolosi a rischio infettivo” e il simbolo del rischio biologico. Il contenitore deve essere costituito da un imballaggio a perdere, anche flessibile costituito da un sacco interno di polietilene inserito in un contenitore esterno rigido e impermeabile. Il sacco deve essere dotato di fascetta per la chiusura irreversibile di sicurezza. Sul contenitore rigido esterno deve essere presente la scritta “rifiuti sanitari pericolosi a rischio infettivo” e il simbolo del rischio biologico; al fine dell’identificazione del punto di produzione del rifiuto è necessario scrivere sul contenitore in zona ben visibile ed in modo leggibile, il nome dell’U.O., Servizio o Area che ha prodotto il rifiuto nonché la data di chiusura del contenitore. I prodotti utilizzati dalle imprese di pulizia per lo smaltimento di rifiuti infetti o potenzialmente infetti all’interno di un’attività lavorativa in cui è stata accertata la presenza di una persona infetta da CORONAVIRUS rientrano in tale tipologia di rifiuti.
La circolare “COVID-2019. Indicazioni e chiarimenti” del 24 febbraio 2020 specifica soltanto che vengano smaltiti secondo la dicitura seguente: “Eliminazione dei rifiuti – I rifiuti devono essere trattati ed eliminati come materiale infetto categoria B (UN3291).” e categoria ADR UN3291. Specificando che il produttore e responsabile del rifiuto con relativi obblighi è l’azienda incaricata della sanificazione sarà opportuno che gli addetti incaricati evitino assolutamente di:
- buttare i DPI utilizzati, gli stracci, ecc, nei contenitori della raccolta indifferenziata a fine sanificazione;
- mettere DPI utilizzati e stracci, ecc.. in sacchi e trasportarli con i propri mezzi verso il loro magazzino a fine sanificazione (e vale sia per le aziende NON iscritte all’Albo, che per quelle iscritte all’Albo in categoria 2bis per CER 180103).
IL TRATTAMENTO E LA DISINFEZIONE ATTUALE
Nel caso dei rifiuti speciali ospedalieri, prima dello smaltimento, occorre eseguire la disinfezione. Prima di procedere, gli scarti vengono triturati per ridurne le dimensioni. Vengono poi posti in appositi forni utilizzati per raggiungere altissime temperature capaci di distruggere la stragrande maggioranza di batteri, virus e simili. Una volta inceneriti, viene fatta evaporare tutta la parte liquida e si procede con un nuovo innalzamento della temperatura. I rifiuti, dopo, si avviano allo stoccaggio.
I rifiuti provenienti da depositi di stoccaggio vengono caricati nella tramoggia, per essere inviati in modo graduale, tramite un canale vibrante, alla macchina di taglio a dischi rotanti, che effettua una prima grossolana lacerazione delle parti tissutali, per essere successivamente sezionata in parti più piccole nello sminuzzatore a lame rotanti. Le parti di pezzatura minuta escono per passare al dispositivo di deumidificazione, che tramite aria calda inviata dall’apposito scambiatore rende il prodotto idoneo per essere trattato nell’apposita molazza di frantumazione. All’uscita della molazza la pezzatura risulta molto piccola e sufficientemente arida in modo che una iniezione di combustibile (Pi) da ugelli lungo la coclea di trasporto imbibisce il prodotto rendendolo facilmente combustibile. Un trasportatore pneumatico (tp) alimentato da un getto d’aria generata dal compressore (C1), manda al primo combustore a mantello rovente (Mr- cilindro interno in tantalio) il prodotto generando la combustione. Nel combustore primario vengono inviati anche i carboni attivi esausti del filtro finale e le altre parti raccolte nei serbatoi T1 e T2. I prodotti in uscita dal primo combustore passano ad una serie di apposite torce al plasma che innalzano enormemente la temperatura del flusso gassoso in attraversamento. In virtù dell’elevata temperatura (9.000°C) raggiunta dalla torcia al plasma (th) si realizza la termo-distruzione completa di tutte le sostanze contenute nel flusso in passaggio lungo la torcia stessa. Uno specifico scambiatore di calore a piastre radianti raffredda significativamente il flusso dei fumi (tc) rendendolo idoneo all’invio in torre di lavaggio e ottenendo un recupero di quota parte del calore, generando aria calda da impiegare nelle fasi del ciclo di trattamento. Una idonea soluzione (SL) lava i fumi nella torre ad asse verticale che all’uscita vengono filtrati dai diversi strati impilati di un filtro verticale con setti di carbone attivo. Nell’attraversamento del filtro le eventuali particelle contaminanti presenti nel flusso vengono adsorbite nei siti del carbone attivo realizzando una completa depurazione e quindi i gas privi di ogni sostanza contaminante possono venire scaricati in atmosfera.
LO SCHEMA DEL PROCESSO DI TRATTAMENTO HESTIA3
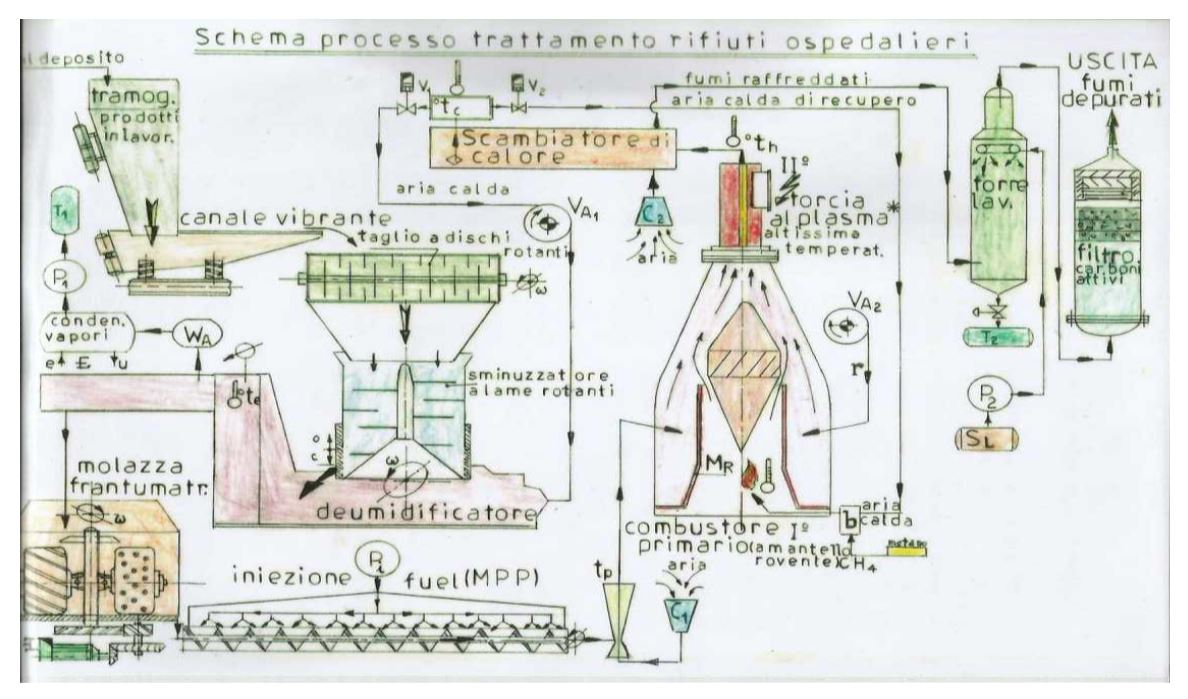
Il cuore della nuova tecnologia è il mantello rovente e le torce al plasma HESTIA3* che consentono la termodissoluzione molecolare dei gas generati (ultimo stadio) dagli impianti, tecnologia unica a livello mondiale e oggetto di specifici brevetti. Questa nuova tecnologia consente di essere impiegata su qualsiasi impianto esistente a livello mondiale in sostituzione degli attuali forni ad alta temperatura i quali non hanno la capacità di trasformare i rifiuti in gas scaricabili in atmosfera. In tali casi gli impianti esistenti sono parzialmente modificati.
DATI ITALIA
In Italia erano prodotti prima della pandemia COVID-19 circa 200.000 tonnellate di rifiuti sanitari pericolosi a rischio infettivo, con l’avvento del Coronavirus si presume un aumento rilevante (e spesso non si conosce come vengono trattati…), questi rifiuti sono smaltiti da circa 20 impianti fra pubblico e privato, di cui 6 sono di Eco Eridania SpA di Genova, la quale ne gestisce altri 4 di proprietà di terzi, e i costi di smaltimento sono di circa 1,7 euro/kg.. Considerandosi l’attuale situazione e la reale problematica di smaltimento in modo sicuro, occorrono impianti di ultima generazione, capaci di garantire questa sicurezza, con la termodissoluzione molecolare completa di tutte le sostanze contaminanti, e realizzando gli impianti possibilmente in prossimità delle aree di raccolta comunali-provinciali-regionali a seconda la loro massa produttiva. Meglio ancora realizzando piccoli impianti di “prossimità”, ovvero a specifico servizio della comunità dalla quale vengono prodotti, in modo da evitare trasporti e sistemi incontrollabili di eliminazione.
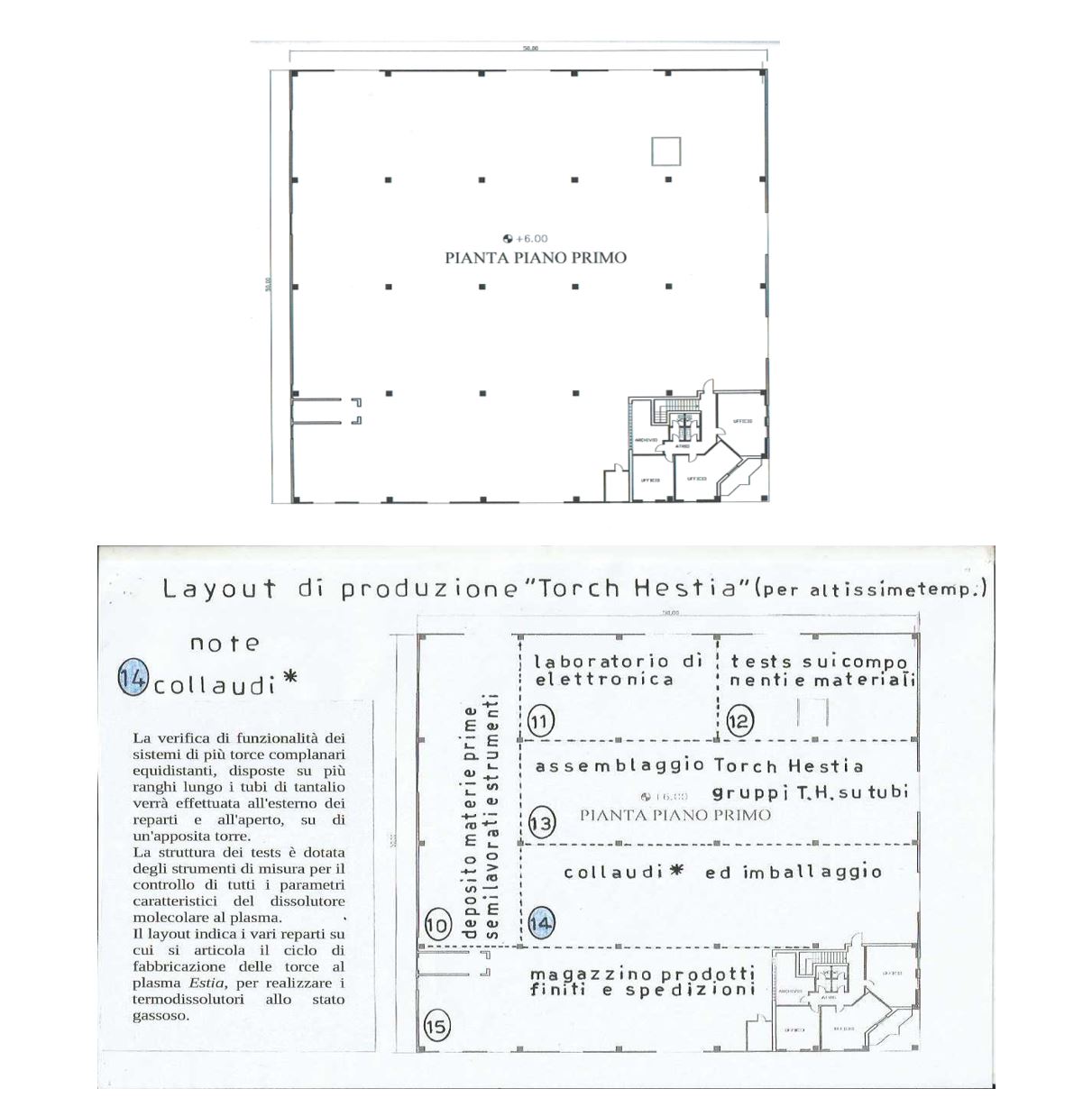
STABILIMENTO PROZUZIONE TECNOLOGIA HESTIA3
REGIONE MOLISE-Comune di Pettoranello Del Molise (IS), catasto foglio n.4, particella n.1089